
模切产品废料排除方法
来源:本站时间:2018/9/26 16:56:41
对于平刀模切机的工艺难点就是各种废料的排废自动排除,需针对不同的产品采用不同的方法,现具体详述如下:
一, 产品中间废料排除方法:
1, 五金模排废: 在模切机上安装五金模,利用五金模的冲针直接将废料去除,废料通过
机体内部的落料通道自动收集
注意点:a,在模切网纱类或薄膜类(材料薄且韧性强)材料时要慎用,如果五金模冲
针与孔配合间隙过大,则产品边缘会出现毛丝、毛刺现象
b,在冲胶类产品时冲针会出现粘胶现象,加工时需要使用离型剂,但离型剂对产品是否有污染需要事先明确。
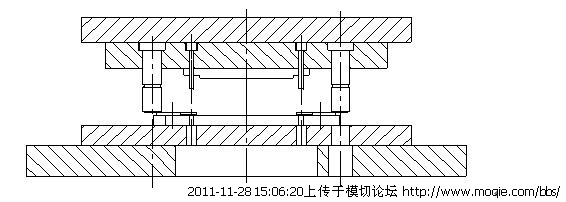
2, 雕刻模排废:利用雕刻模镂空的通道进行排废,
雕刻刀模设有排废口,排废口端部有一定的锥度(如图所示),模切机的上模部分设有排废口(如图所示),切断的废料会在刀模排废口锥度产生挤压,当连续模切时,废料会一层一层顺着刀模排废口往上挤,因废料边缘带胶,故最终废料会挤压成柱状而排出机体外部,进而为此类产品的连续冲切提供了条件。

利用雕刻模排废时,模具可以安装在上模座或下模座上,当装在下模座上时,可直接利用机体的排废通道进行排废,当模具装在上模座上时,需预先设置排废通道,

注意点:利用雕刻模排废只适合带胶类产品且排除的废料面积不大的产品。
3, 机械顶针排废:在模座外设置与模切同步的顶针将废料冲下,废料收集在一废料盒内 ,如下图:

注意点:此种排废方法适用于部分有基胶类产品及不带胶但材料厚度较厚的产品
4, 弹片排废:在模座外设置弹片,在模切后材料拉料过程中利用弹片的弹性将废料弹出,废料收集在废料盒内,如下图:

注意点:此种排废方法适用于部分有基胶类产品及不带胶但材料厚度较厚的产品。
5,吹气排废:在模座外设一气动吹气与真空吸气装置,用气体的压力吹走小孔废料:

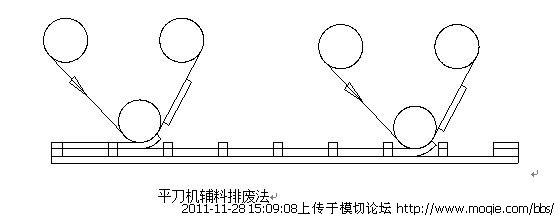
6, 辅料排废法:如下图所示(此种方法对材料的搭配有一定的要求,且所排废产品最上层一定是离型的,此种方法可在贴合机或在模切机上做改装即可达到要求),圆刀机可直接进行

7, 更换底料法:如下图所示(针对的产品材料有要求,产品模切后没有多大的变形,此种方法可在贴合机或在模切机上做改装即可达到要求),圆刀机可直接进行

8,对于圆刀的弹簧顶针排废,吹气排废,吸气排废在此不做详细描述.
二,产品边料排废法:
1,直排法:对产品边料强度较大且产品不太小,材料不太厚且离型力较大的产品,直接将废料通过收料轴收取,如下图:

2,废料分割直排法:此种方法适用于产品较小,材料较厚,产品与底料离型力轻的产品,此类产品开刀模时需将拉料方向相邻的产品废料用一把直刀分割开(做刀模时直接在刀上开出即可,再采用直排法将废料排除即可(如下产品图与刀模图),

产品图(中间小方框为产品)

3,斜排法:适用于产品小、离型力小、材料较厚或产品形状特殊的产品,如下图:

4, 同步收卷式:此种收废方法适用于材料薄且易变形的产品,特别适用于保护膜的收废及保护膜的成品收卷:如图所示:

一, 产品中间废料排除方法:
1, 五金模排废: 在模切机上安装五金模,利用五金模的冲针直接将废料去除,废料通过
机体内部的落料通道自动收集
注意点:a,在模切网纱类或薄膜类(材料薄且韧性强)材料时要慎用,如果五金模冲
针与孔配合间隙过大,则产品边缘会出现毛丝、毛刺现象
b,在冲胶类产品时冲针会出现粘胶现象,加工时需要使用离型剂,但离型剂对产品是否有污染需要事先明确。
2, 雕刻模排废:利用雕刻模镂空的通道进行排废,
雕刻刀模设有排废口,排废口端部有一定的锥度(如图所示),模切机的上模部分设有排废口(如图所示),切断的废料会在刀模排废口锥度产生挤压,当连续模切时,废料会一层一层顺着刀模排废口往上挤,因废料边缘带胶,故最终废料会挤压成柱状而排出机体外部,进而为此类产品的连续冲切提供了条件。
利用雕刻模排废时,模具可以安装在上模座或下模座上,当装在下模座上时,可直接利用机体的排废通道进行排废,当模具装在上模座上时,需预先设置排废通道,
注意点:利用雕刻模排废只适合带胶类产品且排除的废料面积不大的产品。
3, 机械顶针排废:在模座外设置与模切同步的顶针将废料冲下,废料收集在一废料盒内 ,如下图:
注意点:此种排废方法适用于部分有基胶类产品及不带胶但材料厚度较厚的产品
4, 弹片排废:在模座外设置弹片,在模切后材料拉料过程中利用弹片的弹性将废料弹出,废料收集在废料盒内,如下图:
注意点:此种排废方法适用于部分有基胶类产品及不带胶但材料厚度较厚的产品。
5,吹气排废:在模座外设一气动吹气与真空吸气装置,用气体的压力吹走小孔废料:
6, 辅料排废法:如下图所示(此种方法对材料的搭配有一定的要求,且所排废产品最上层一定是离型的,此种方法可在贴合机或在模切机上做改装即可达到要求),圆刀机可直接进行
7, 更换底料法:如下图所示(针对的产品材料有要求,产品模切后没有多大的变形,此种方法可在贴合机或在模切机上做改装即可达到要求),圆刀机可直接进行
8,对于圆刀的弹簧顶针排废,吹气排废,吸气排废在此不做详细描述.
二,产品边料排废法:
1,直排法:对产品边料强度较大且产品不太小,材料不太厚且离型力较大的产品,直接将废料通过收料轴收取,如下图:
2,废料分割直排法:此种方法适用于产品较小,材料较厚,产品与底料离型力轻的产品,此类产品开刀模时需将拉料方向相邻的产品废料用一把直刀分割开(做刀模时直接在刀上开出即可,再采用直排法将废料排除即可(如下产品图与刀模图),
产品图(中间小方框为产品)
3,斜排法:适用于产品小、离型力小、材料较厚或产品形状特殊的产品,如下图:
4, 同步收卷式:此种收废方法适用于材料薄且易变形的产品,特别适用于保护膜的收废及保护膜的成品收卷:如图所示:
上一条:导电材料测试方法
下一条:散热,导热,材料应用
相关资讯: